Skinning the Vertical Fin
Once the antenna is installed and the foam is smoothed to match the shape defined by the ribs, it is time to skin the vertical stabilizer. The first task is to create a ‘C’ channel on the trailing edge spar that will enclose the hinges. Scuff up the fiberglass of the rear spar. Then melt a wax crayola into the hinge mounting holes—this will protect the thread against getting gummed up with resin.

Fill the hinge holes with Wax
A flange needs to be created on the trailing edge spar 1 1/8” behind the trailing edge. Take strips of ply wood or other material and conver one side with packing tape. Clamp these on both sides to create the mold for the ‘C’ channel.

Straight Edges used to secure the ‘C’ channel mold
Here I used a 4X4 clamped to the work table to form the mold for one side of the ‘C’ channel and strips of plywood held in place with an aluminum angle and clamps. The inside of the 4X4 and the plywood are covered in packing tape to act as a mold release surface.
 ‘C’ Channel
formed by 4X4 and plywood Strips
‘C’ Channel
formed by 4X4 and plywood Strips

2 layer BID curing to form rear ‘C’ Channel

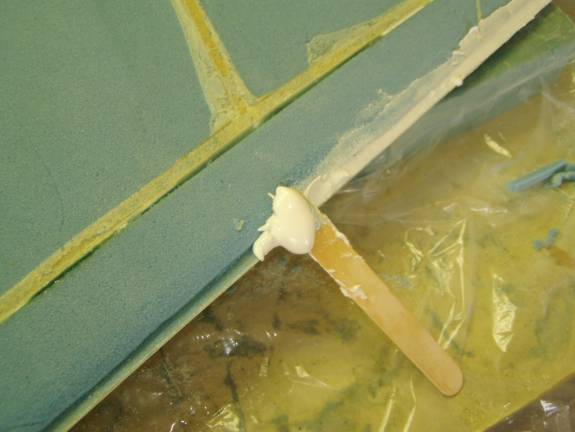
5 Minute Epoxy holding coax cable in place
The antenna cable is routed from the rear of the bottom vertical spar, along the corner of the vertical side and the bottom spar, to the front of ther vertical fin. 5 minute epoxy is used to hold the cable in place while a thick micro is used to secure it in position, and then a single layer of BID is placed to hold it permenanelty in position.

Exit point for the coax cable at the front of the vertical fin.

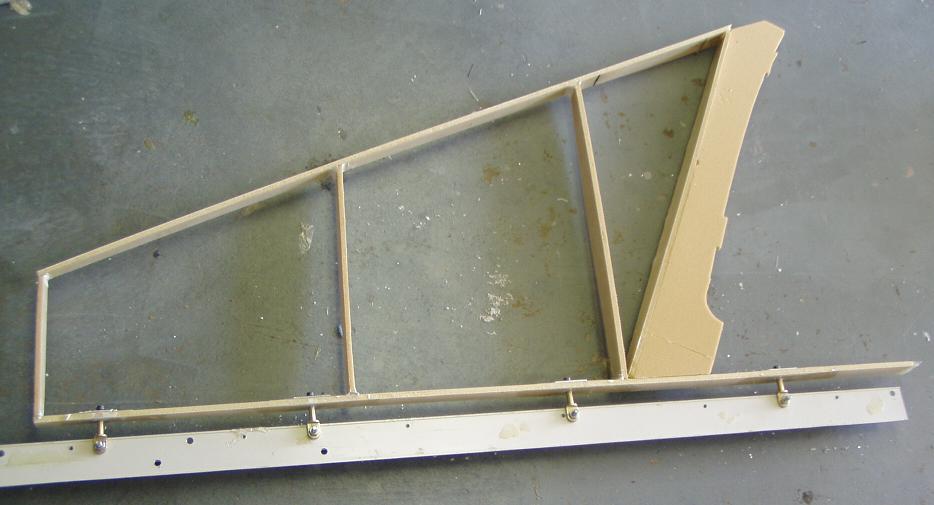
Final Preperation before skinning.
Give the vertical Fin a once over before skinning the out side. Rough up the out side edge of the rear spar flange with 40 grit sand paper. Fill all holes and imperfections. Here I used a combination of 2 part urethane foam to cover the foil tape of the antenna and micro past to fill smaller imperfections. Sand to the contour dictated by the ribs and finally vacuum the entire surface.

Surface Vacuumed and ready for Glass
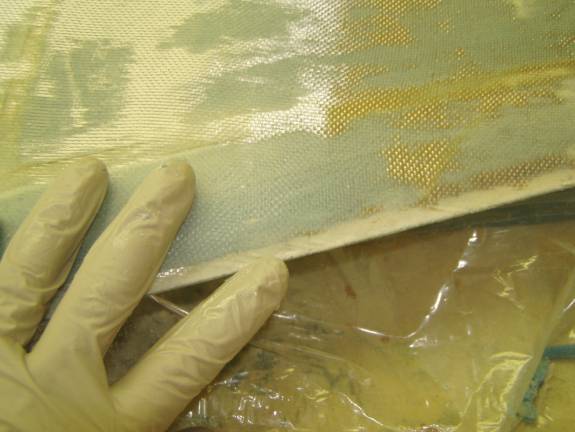
Cut a piece of UNI with the major glass fibers oriented in the same direction as the rear spar, a piece of BID on the 45 degree bias with respect to the rear spar and a piece of peel ply.

One layer of UNI smoothed into place

After Cure
The above photo shows the skinned vertical fin. Many of the filled areas are seen through the glass, but it is smooth and flat. Carefully trim the leading edge right to the foam, sand straight with a straight edge covered in sand paper.

Prep the leading edge

Leading Edge reinforcement
Micro applied to Leading Edge

Trimming UNI to roll into Leading Edge Slot
Close up of fiberglass smoothed into Micro on leading Edge
Slurry the foam surface and smooth out the UNI. Fully wet it out, then add the BID. Use paper towels and Peel Ply as described earlier to give a smooth light weight finish. Let cure.